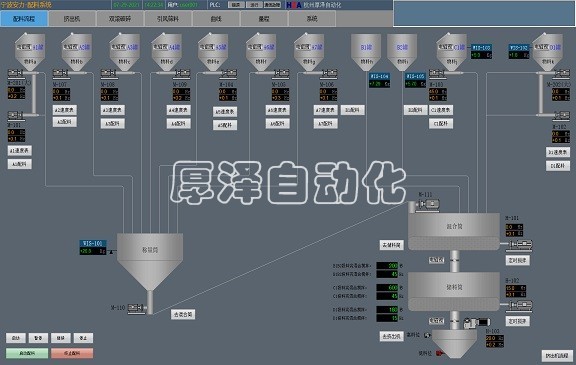
性能参数
装在原料仓内的多种原料按照一定配比,准确的投入到混料仓内。配料系统具有以下特点:
物料与料仓对应:
每种物料使用一个独立的料仓,但料仓装的哪种物料不固定,根据生产配方要求可随时调整;物料与料仓的对应通过二维码绑定,只有正确的物料才能投入对应的料仓,否则料仓门打不开。
物料的配比:
即配方内每种原料确定的重量,是可以调整的,由工艺工程师自由输入。
加料顺序:
不同的产品,物料要按照配方的要求顺序加入混料仓,即原料仓下料有先后顺序;
连续自动配料:
由于后续工序的连续进行,要求配料要持续,无需人员值守,则可根据储料罐的料位,在低料位时,自动启动配料。
控制介绍:
物料计量:
混料仓安装称重传感器,计量从原料仓下来的物料重量;
加料:
原料仓物料使用螺旋机加料到混料仓,并采用变频控制,确保精确投料;
控制:
整个系统控制分两层:配方组织管理层,设备动作执行层。
配方组织管理:管理物料、批次、料仓绑定物料、配方物料选择,重量设定,同时兼具生产过程控制功能。
控制层以PLC为核心,HMI负责监视设备状态、生产过程。
下图为系统逻辑结构图:
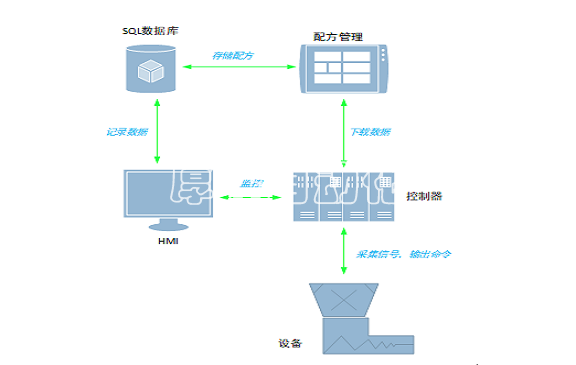
配方管理系统仅负责配方维护和下载,一旦下载数据到PLC后,生产的控制和记录便不再依赖该配方管理系统。
原料管理:
由客户自己定义原料名称、代码,原料可以自动生成二维码,便于投料校验。
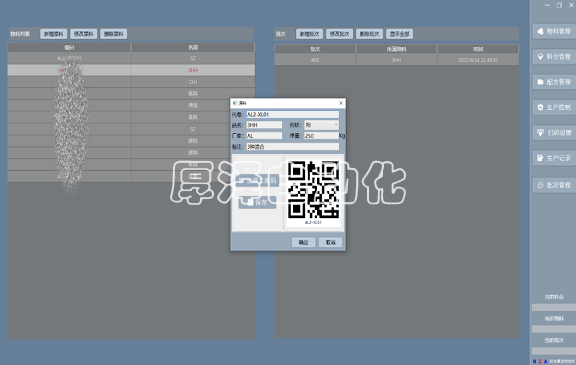
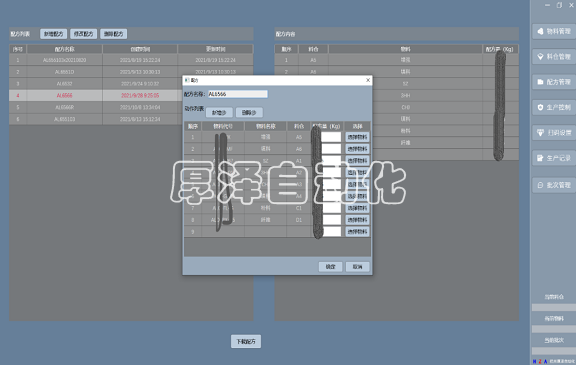
配方组织:
建立多个配方,可定义配方的步骤数量,并定义每一步的物料种类和数量。点击下方的“下载配方”,在允许的情况下,可将物料顺序、量直接下载至控制器。
生产监控:
每一步自动进行,但会进行提示。

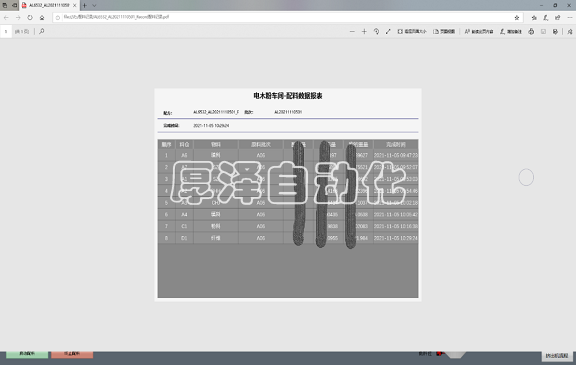
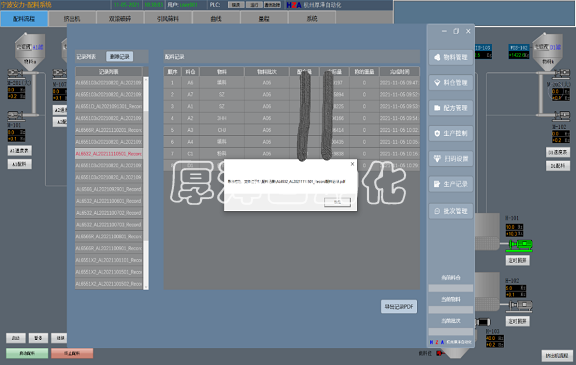
查询生产记录:
生产按照批次进行,同一个配方可生产多个批次,按照配方+批次进行记录,可查询,也可以导出为PDF文件。
导出的PDF文件:
PDF文件,记录关键的信息,可拷贝与打印。