性能参数
本项目共用了三十几套称重计量仪表,近200台控制阀,共计400多台仪表。投产至今一直稳定运行。
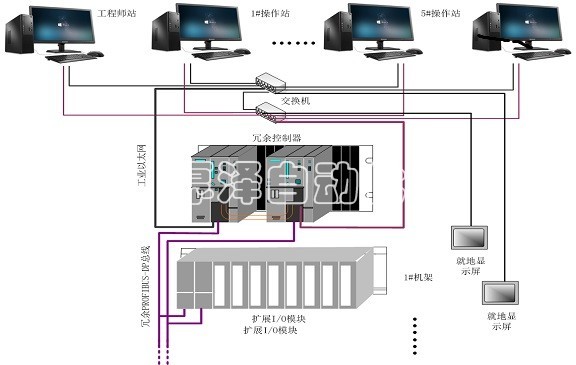
控制系统采用了西门子PCS7,是新一代的DCS控制系统,技术先进,稳定可靠。控制器、电源、网络双重冗余,模板支持带电插拔,高可靠易维护。
本项目的技术特点:
采用DCS控制:采用西门子过程控制系统PCS7,技术先进,质量稳定可靠。
顺控技术:本生产线原料品种多,工艺流程长,包括物料输送、计量、预混合、投料、滴加、反应、出料等,操作逻辑复杂,采用顺控编程技术,整个生产过程的每个操作步骤严格按逻辑要求编程,确保操作安全。
反应釜温度优化控制技术:除了准确的配方计量外,温度控制对胶水的质量性能、粘度指标影响也较大,直接影响到产品的质量。在使用了我司提供的全套控制技术后,反应温度控制精度提高,产品的性能明显改善,尤其粘度的分布更优,从改造前的粘度2~7万cp,稳定到3~4万cp,极大提高了产品性能。
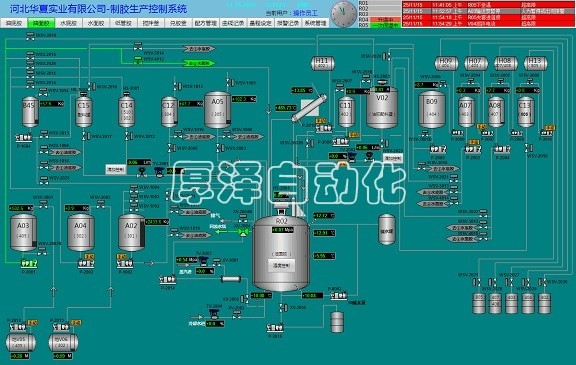
全流程自动控制:除了小料需要人工辅助外,全流程实现自动化控制,包括原料自动输送、计量、滴加罐搅拌、反应釜投料、反应搅拌、滴加控制、反应釜温度控制、反应釜出料的全流程实现自动化控制和监控,明显提升了生产效率。
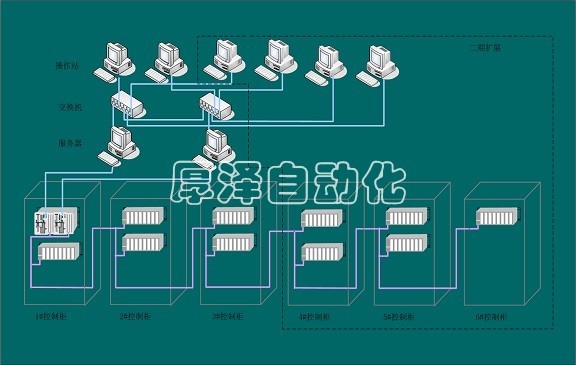
PCS控制系统构成如下:
本项目控制系统配置如下:
|
序号 |
名称规格 |
数量 |
单位 |
备注 |
|
1 |
SITOP冗余电源 |
12 |
个 |
西门子 |
|
2 |
电源冗余切换模块 |
6 |
个 |
|
|
3 |
冗余控制器包CPU414-5H含电源2、底板1、控制器2、通讯处理器2、存储卡2、同步模块4、光纤4 |
1 |
套 |
|
|
4 |
IM153-2扩展卡 |
22 |
个 |
|
|
5 |
有源总线模块DIN导轨 |
11 |
个 |
|
|
6 |
信号模块热插拔底座 |
49 |
个 |
|
|
7 |
电流输入模块8DI |
38 |
个 |
|
|
8 |
电流输出模块8DQ |
10 |
个 |
|
|
9 |
开关量输入模块32DI |
29 |
个 |
|
|
10 |
开关量输出模块32DQ |
15 |
个 |
|
|
11 |
通信卡CP1623 |
2 |
块 |
|
|
12 |
总线接头 |
24 |
个 |
|
|
13 |
DP通信电缆 |
100 |
米 |
|
|
14 |
以太网交换机 |
2 |
个 |
|
|
15 |
PCS7软件 |
2 |
套 |
|
|
16 |
计算机主机 |
6 |
台 |
戴尔 |
|
17 |
液晶显示器 |
6 |
台 |
戴尔 |
|
18 |
网线 |
300 |
米 |
|
|
19 |
明纬电源 |
6 |
个 |
明纬 |
|
20 |
中间继电器 |
480 |
个 |
欧姆龙 |
|
21 |
控制柜含附件和成套 |
3 |
个 |
|
|
22 |
操作台 |
6 |
个 |
|
|
23 |
UPS电源6KVA/1HR |
1 |
只 |
山特 |
本项目DCS系统用了一套PCS7冗余控制器,配套6个DCS控制柜,15个电气柜和变频柜。配套仪表有:控制阀345台,称重仪45台,流量计16台,液位计37台,压力变送器20台,温度计178台。
制胶控制系统,胶水控制系统,胶水生产线。